What are you looking for?





A cleanroom sandwich panel is the fundamental architectural element for engineering high-performance, contamination-controlled environments. Designed to construct completely flush, airtight cleanroom wall and ceiling systems, these premium composite panels prevent particle accumulation and facilitate stringent daily disinfection protocols.
Engineered with customizable insulated cores—including Rock Wool, PU/PIR, and Aluminum Honeycomb—these panels provide exceptional thermal regulation, acoustic insulation, and fire resistance. They are the industry standard for strict environmental control in pharmaceuticals, microelectronics, food processing, and healthcare. Key architectural advantages include:

A cleanroom sandwich panel is a composite board made of two facing sheets bonded to a functional core. It delivers flame retardancy, sound insulation and environmental protection, and is engineered so the finished wall or ceiling has no dust accumulation and no dust generation. The surface enhances antistatic performance and resists corrosion, meeting the demands of pharmaceutical, electronics, food and healthcare environments. Panels install into a flush, gap-free, easy-to-disinfect surface and integrate directly with our cleanroom ceiling system and doors & windows.


| Core | Fire performance | Key strength | Typical use |
|---|---|---|---|
| Rock wool | Non-combustible | Fire resistance & sound insulation | Electronics & pharma plants |
| MGO + rock wool | Non-combustible | Moisture-proof, high strength | High-humidity & fire-safe areas |
| PU / PIR | Self-extinguishing (PIR > PU) | Superior insulation, low density | Cold storage & standard cleanrooms |
| Aluminum honeycomb | Non-flammable | Extreme flatness, high rigidity-to-weight | Ceilings & large-span partitions |
| Paper honeycomb | Flame-retardant facing | Lightweight, economical | Infill panels & doors |
| HPL | Fire resistant | Chemical & impact resistance, decorative | Medical & lab wall surfaces |
Also available: EPS cleanroom panel · HPL sandwich panel · Medical cleanroom panel. Panel thickness, width and facing are made to order — tell us your fire and hygiene requirements and we recommend the right build.



| Facing options | Metal (pre-coated / galvanized steel, stainless steel, aluminum) or 4 mm HPL |
| Surface properties | Antistatic, dust-free, corrosion-resistant, flush & gap-free |
| Thickness / width / length | Customizable to project requirements |
| Jointing | Tongue-and-groove / cam-lock — flush, airtight wall |
| Fire performance | Rock wool & MGO non-combustible; rock wool partition tested to GB/T 9978 |
Rock wool and MGO + rock wool are non-combustible and best for strict fire codes. Our metal-faced rock wool partition has passed GB/T 9978 fire-resistance type testing at an accredited national centre — the report is available on request.
Both give excellent insulation at low density. PIR is an upgraded PU with superior flame retardancy and better temperature resistance, making it the safer option for high-standard pharmaceutical and cold-room projects.
Yes. The MGO + rock wool (glass-magnesium) and HPL panels are moisture-proof and resist warping or mould, making them well suited to humid cleanroom conditions.
Its hexagonal structure gives the highest rigidity-to-weight ratio, so the ceiling stays perfectly flat and can safely be walked on during maintenance and inspection.
Panels connect with a tongue-and-groove / cam-lock joint to form a flush, airtight, gap-free wall with no dust accumulation. Surfaces are corrosion-resistant and can enhance antistatic performance.
Thickness, width and length are made to order. Facings include pre-coated or galvanized steel, stainless steel, aluminum, or 4 mm HPL in multiple colors. Send us your specification and we confirm the data sheet before production.
Tell us your core material, fire requirement, surface and panel sizes. Our engineers recommend the right build and send a competitive factory-direct price — with a free sample on request. Typical reply within 24 hours.
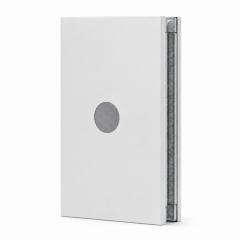
System Overview The medical cleanroom panel is an advanced, modular architectural component engineered specifically for stringent healthcare, hospital, and pharmaceutical cleanrooms. Featuring an active antibacterial HPL or coated-metal surface, this premium panel effectively prevents microbial growth and strictly eliminates particle shedding. Integrated with highly insulated, fire-rated cores (such as Mineral Wool or PIR), these panels establish the ultimate structural foundation for sterile, contamination-controlled environments. Key operational and compliance advantages include: Seamless Hygienic Integration: Precision-engineered flush joints eliminate microscopic gaps and dust traps, streamlining rapid and rigorous daily disinfection protocols. Strict GMP & ISO Compliance: With superior cleanability grades, the panels ensure your facility consistently meets the highest regulatory standards for sterile medical environments. Rapid Installation & Durability: The standardized modular design accelerates on-site assembly, significantly reducing construction downtime while delivering long-term, low-maintenance hygiene.
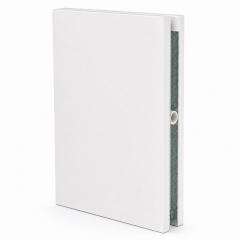
System Overview A cleanroom injection panel is a foam-injected PU/PIR sandwich panel engineered for ultra-low thermal conductivity and fully airtight sealing in cleanroom, cold-storage and HVAC construction. Foamed continuously between two coated galvanized steel facings, this panel forms a seamless, gap-free enclosure that eliminates dust traps and air leakage points. Available in framed PUR construction (aluminum or iron frame) or frameless, fully automated PIR construction, it is the preferred choice for facilities requiring superior insulation, fire safety, and structural airtightness across pharmaceutical, electronics, food, and chemical environments. Key architectural advantages include: Ultra-Low Thermal Conductivity: A λ value of 0.018–0.024 W/(m·K) delivers industry-leading insulation, significantly cutting HVAC energy loads in cleanrooms and cold-storage rooms. Airtight Convex-Groove Joint: A unique convex-groove structure locks panels into a flush, gap-free seal, preventing air leakage and particle ingress. PUR & PIR Fire-Rated Options: Choose B2-grade PUR with aluminum or iron framing, or B1-grade frameless PIR for continuous, fully automated production and enhanced fire resistance.
System Overview A fiberglass panel (also known as glass fiber insulation board or FR-4) is an asbestos-free composite synthesized from glass fiber and high heat-resistance resin, offering high mechanical and dielectric strength alongside exceptional heat and moisture resistance and superior processability. Widely specified for plastic molds, machine manufacturing, and PCB fixtures, it also performs as a sound-absorbing wall and ceiling material, replacing ultra-fine glass wool felt in cold-storage rooms, broadcast studios, and ventilation trenches. Key architectural advantages include: Wide Temperature & Moisture Resistance: Stable from −30°C to +150°C with no deterioration or mildew, far outperforming traditional cork or wood board. Precision Surface & Processability: High flatness with no pits and standard thickness tolerances make it excellent for drilling, injection molds, and precision PCB fixtures. Effective Sound Absorption: A porous structure reflects and absorbs sound waves when built with rigid, tight walls, ideal for insulation and building acoustics applications.

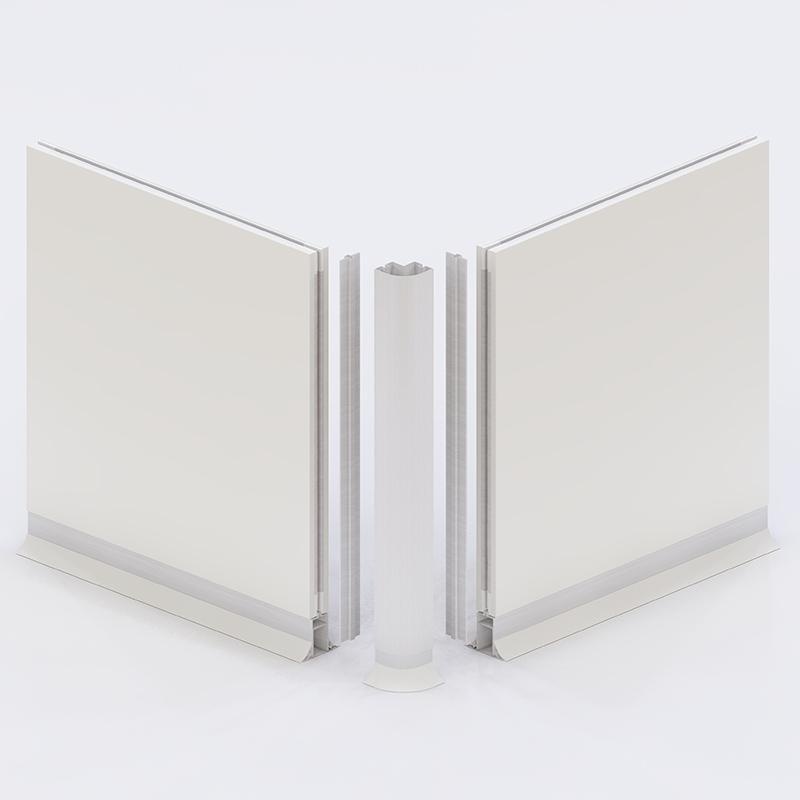
System Overview The clean room partition system is an integrated, modular wall solution engineered for high-efficiency industrial cleanroom workshops. By utilizing standardized panels, sealing profiles, and robust structural supports, this system delivers an airtight, thermally insulated barrier designed to maintain strict ISO Class 5–8 cleanliness levels. Its defining architectural feature is the 90° right-angle connection, which provides a simplified, exceptionally solid, and highly economical method for constructing airtight controlled environments. Perfectly suited for electronics, semiconductor, and mechanical component manufacturing. Key operational advantages include: Optimized Installation Efficiency: The 90° corner-to-partition alignment drastically simplifies on-site assembly, reducing labor hours and overall project costs for large-scale facilities. Economical Scalability: Provides a cost-effective, high-performance cleanroom barrier that maintains rigorous environmental control without the premium expense of medical-grade coved-corner systems. Structural Rigidity & Stability: Engineered for superior firmness, ensuring long-term durability in heavy-duty industrial production environments.

System Overview The cleanroom demountable partition wall is an advanced, reusable modular wall system engineered to deliver ultimate layout flexibility for controlled environments. Featuring high-performance insulated panels (e.g., PIR, Rock Wool) and precision airtight seals, this system allows facilities to execute rapid cleanroom reconfiguration without the dust, debris, and downtime of traditional construction. Perfectly suited for temporary structures, expandable facilities, pharmaceutical pilot labs, and dynamic R&D environments. It strictly supports ongoing ISO classification compliance while drastically reducing renovation timelines and long-term capital costs. Key operational advantages include: 100% Relocatable & Reusable: The innovative clamp-and-screw mechanism allows individual panels to be removed and reinstalled in minutes, preserving material integrity for future facility expansions. Airtight & Contamination-Free: Mechanical interlocking profiles and integrated gaskets restore a completely sealed, flush finish after every reassembly, preventing air leakage and particle accumulation. Zero-Disruption Upgrades: Enables fast-track equipment access or layout modifications without triggering major construction shutdowns, keeping your core operations running smoothly.

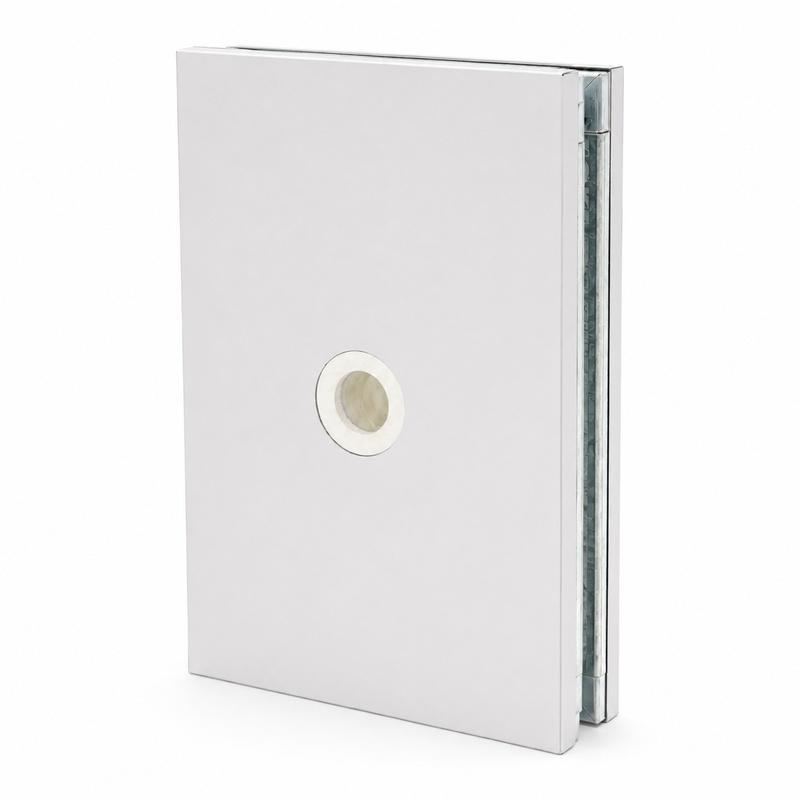
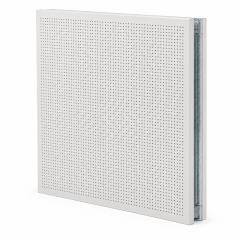
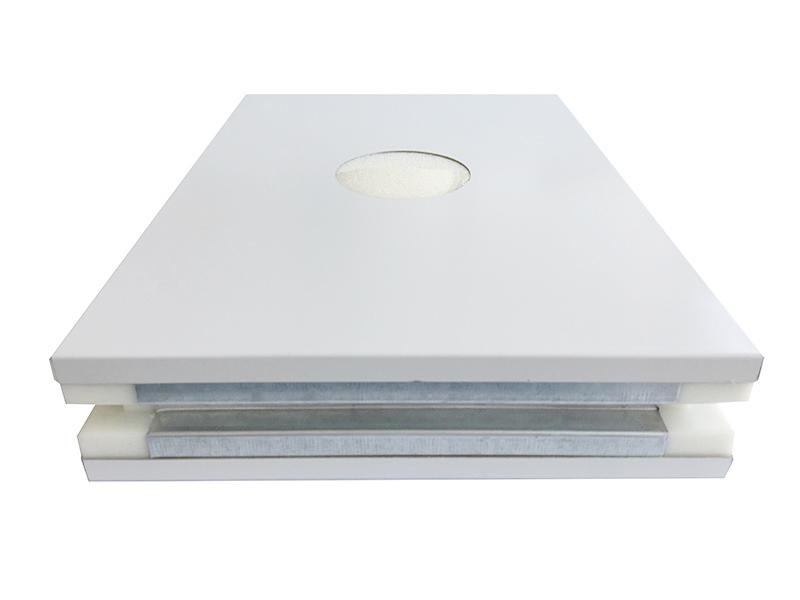
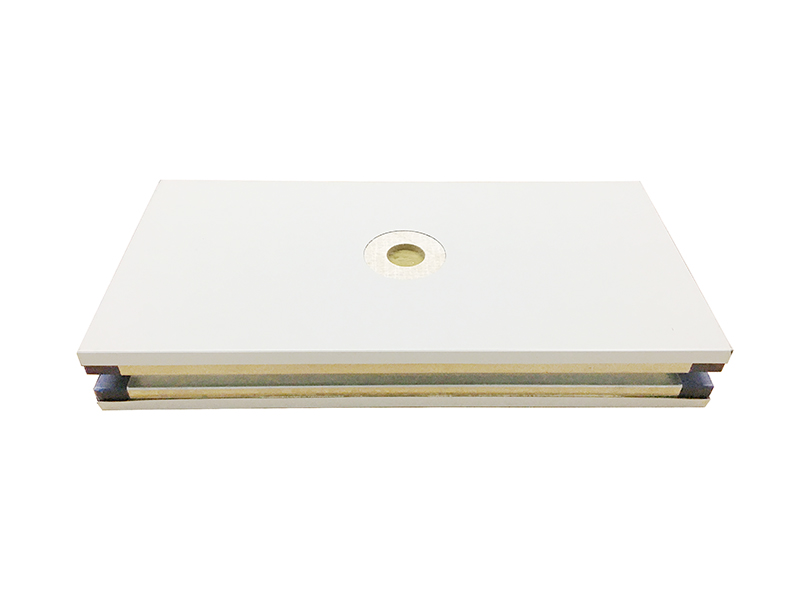
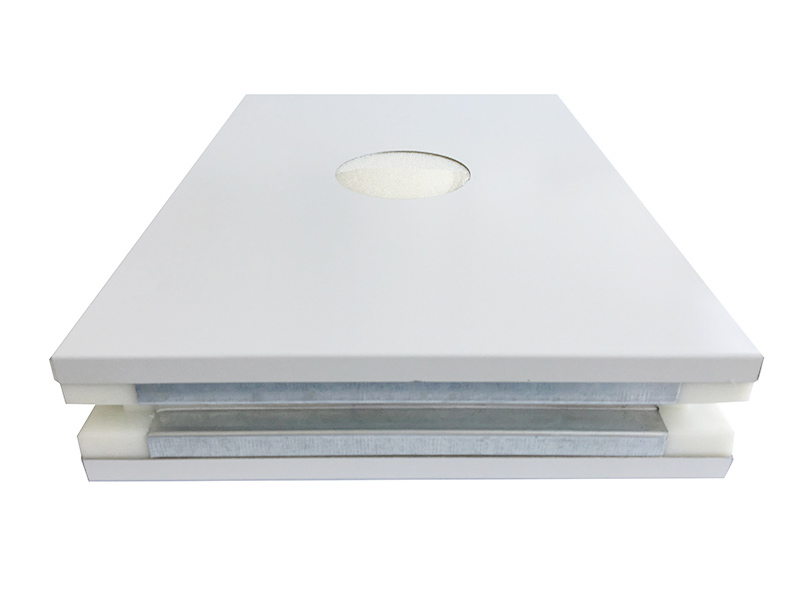
System Overview A ventilate sandwich panel is a modular cleanroom return air panel engineered to organize airflow direction and support integrated fresh-air circulation without external ductwork. Positioned at the lower part of the workshop, it channels air in the same direction as particle settlement, ensuring dust and contaminants are carried directly to the return air outlet. Built as a modular sandwich structure and available in louver, grate-hole, mesh-plate, orifice-plate, and mushroom-outlet configurations, it integrates with fresh-air circulation and filtration systems to maintain consistent air quality across general cleanroom workshops. Key architectural advantages include: Unified Airflow Direction: Return air outlets are positioned in the lower zone of the workshop so airflow matches the natural settling direction of dust particles, maximizing removal efficiency. Integrated Air Channels: Air distribution pathways are built into the panel structure, eliminating external ductwork, saving overhead space, and reducing static electricity build-up. Cross-Contamination Prevention: High filter efficiency at the return air outlet supports fresh-air circulation and blocks pollutant migration between adjacent cleanroom workshops.
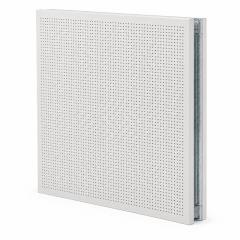
System Overview A soundproof panel is an acoustic-insulation panel engineered to control noise transmission in industrial and commercial settings. A micro-perforated metal facing sits over a high-density mineral wool or fiberglass core in a sealed, layered construction, allowing the panel to both absorb sound energy (NRC / α) and block its transmission (Rw / STC) in a single build. Available in customizable perforation patterns, thicknesses, and finishes, it dampens both airborne and impact noise while maintaining thermal and structural performance, integrating seamlessly with cleanroom wall and ceiling systems for laboratories, studios, and production areas. Key architectural advantages include: Dual Acoustic Function: The perforated face absorbs sound energy to reduce echo, while the dense, sealed core blocks transmission to the adjacent space. Tunable Core Performance: A non-combustible mineral wool or fiberglass core is matched to your target frequency, with Rw / NRC / STC ratings confirmed per configuration. Sealed, Flanking-Free Construction: An aluminum edge frame and airtight joints prevent leaks that would otherwise short-circuit acoustic performance.
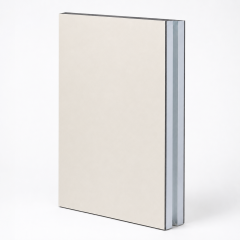
System Overview The HPL sandwich panel is a premium architectural solution engineered by bonding a highly durable high-pressure laminate (HPL) surface layer to a customizable insulated core (such as PIR or Rock Wool). Designed specifically for demanding cleanroom and industrial applications, these high-pressure laminate cleanroom panels deliver an unparalleled combination of structural integrity and aesthetic versatility. Renowned for their robust physical properties, these panels provide the ultimate defense against mechanical impacts and harsh chemical agents. They are widely specified for laboratories, hospitals, pharmaceutical cleanrooms, and food processing facilities requiring strict environmental control. Key operational advantages include: Chemical & Scratch Durability: The high-density melamine resin surface is inherently scratch-proof and easily withstands aggressive daily disinfection protocols without surface degradation. Hygienic & Low-Maintenance: Features a completely non-porous, smooth finish that prevents particle accumulation, ensuring seamless compliance with stringent GMP and ISO standards. Advanced Core Performance: Available in both fire-rated and non-fire-rated variants, the integrated core provides exceptional thermal insulation and sound dampening for a highly stable interior climate.

Overview: Steel Chemistry Lab Furniture is constructed with corrosion-resistant steel, offering durability in harsh chemical environments. Available in modular benches, storage cabinets, and fume hoods, it provides chemical resistance, structural stability, and easy decontamination. Essential for academic, industrial, and pharmaceutical labs, it ensures safety, compliance, and long-term functionality.
System Overview A Rockwool Cleanroom Panel bonds two corrosion-resistant color-steel facings to a high-density rock wool core — an A-grade fireproof, sound-insulating cleanroom wall and ceiling panel made to a ≤ 2 mm/2 m flatness tolerance. Key advantages: A-Grade Fireproof: Non-combustible mineral-wool core with up to 1–2 h fire resistance. Durable Steel Facing: Top-brand coated steel — corrosion-resistant, anti-static, no dust accumulation. Thermal & Acoustic: Dense rock wool damps noise and stabilizes temperature for HVAC.
System Overview A ventilate sandwich panel is a modular cleanroom return air panel engineered to organize airflow direction and support integrated fresh-air circulation without external ductwork. Positioned at the lower part of the workshop, it channels air in the same direction as particle settlement, ensuring dust and contaminants are carried directly to the return air outlet. Built as a modular sandwich structure and available in louver, grate-hole, mesh-plate, orifice-plate, and mushroom-outlet configurations, it integrates with fresh-air circulation and filtration systems to maintain consistent air quality across general cleanroom workshops. Key architectural advantages include: Unified Airflow Direction: Return air outlets are positioned in the lower zone of the workshop so airflow matches the natural settling direction of dust particles, maximizing removal efficiency. Integrated Air Channels: Air distribution pathways are built into the panel structure, eliminating external ductwork, saving overhead space, and reducing static electricity build-up. Cross-Contamination Prevention: High filter efficiency at the return air outlet supports fresh-air circulation and blocks pollutant migration between adjacent cleanroom workshops.

Overview: Fireproof door is constructed with fire-resistant materials (e.g., steel, gypsum) and intumescent seals to block smoke and flames. Classified by fire rating (30–180 minutes) and opening type (swing, sliding), it provides safe evacuation routes and compartmentalizes fire zones. Essential in hospitals, offices, and factories, it slows fire spread, protects life and assets, and ensures code compliance during emergencies.
 Room JT30151, Building 4, Area B, No. 925 Yecheng Road, Industrial Zone, Shanghai,China
Room JT30151, Building 4, Area B, No. 925 Yecheng Road, Industrial Zone, Shanghai,China Info@wonclean.com
Allen@wonclean.com
Joy@wonclean.com
Info@wonclean.com
Allen@wonclean.com
Joy@wonclean.com
 +86 13671979988(Allen)+86 15950938878(Joy)
+86 13671979988(Allen)+86 15950938878(Joy)


















 online service
online service

