






















20 Years of Direct Manufacturing Excellence in Cleanroom Systems
What defines a true industry leader? Since 2005, our factory has stood as a cornerstone of sterile infrastructure. We are not a middleman or a trading company; we are a direct source manufacturer with two decades of deep-rooted expertise. By controlling the entire production chain—from raw material processing to final assembly of cleanroom panels and ceiling grids—we ensure unmatched quality and factory-direct pricing for 2026 global modular projects.
1. What is the foundation of our factory's 20-year legacy?
For 20 years, our factory has been the silent engine behind 500+ successful sterile environments. As a technology-driven manufacturing group, we specialize in the R&D of high-pressure laminate (HPL) and modular systems. Our longevity is a testament to our commitment to quality, ensuring that every panel and grid meets the 2026 ISO 14644 and GMP standards. Unlike distributors, we own every machine and every patent.

2. How does our factory eliminate middlemen to maximize your ROI?
In 2026, cost-efficiency and transparency are paramount. Unlike traditional trading brands, our factory manages the complete lifecycle of cleanroom components. This "Source-to-Site" model ensures that you receive the highest industrial grade materials without the markup of intermediaries, while maintaining total control over precision and delivery timelines.
| Comparison Pillar | Our factory (Source) | Middlemen / Trading Brands |
|---|---|---|
| Direct Factory Price | Yes (No Markup) | No (15-30% Commissions) |
| Quality Supervision | Internal 24/7 Control | External reliance |
| Lead Time | Prioritized Scheduling | Delayed by coordination |
| Technical Support | Direct Engineer Access | Sales-level only |
3. What range of products does our factory manufacture?
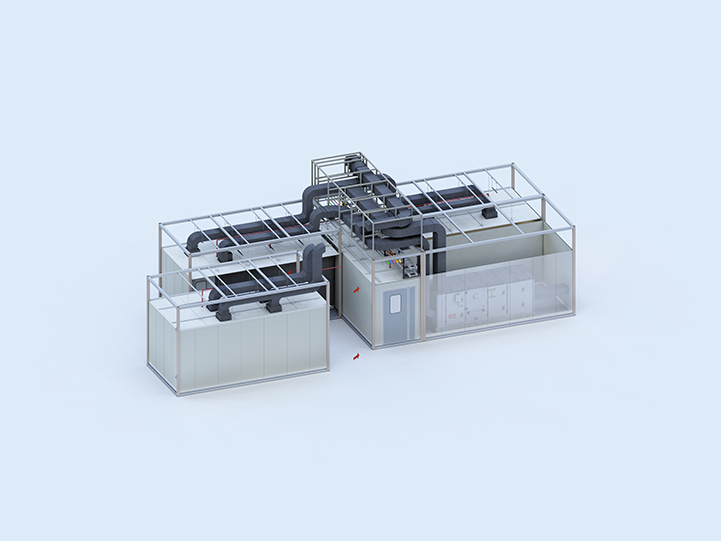
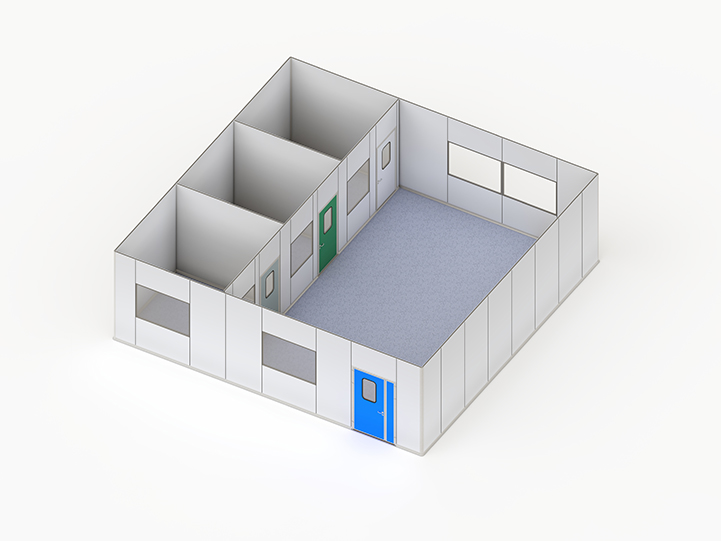
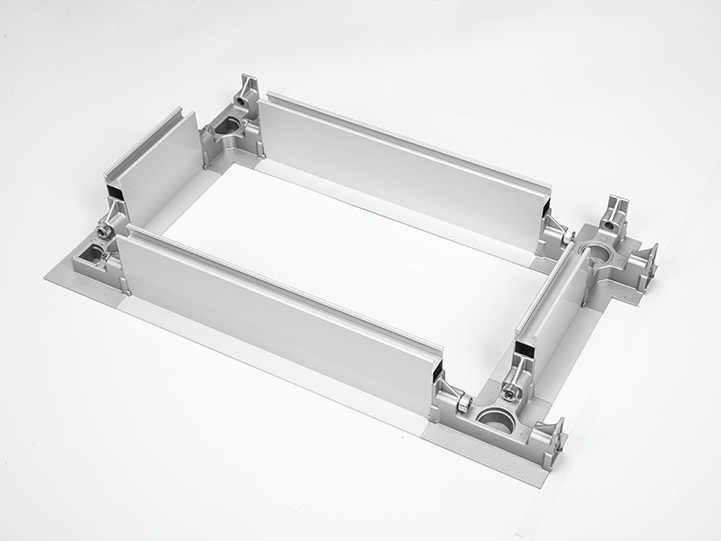
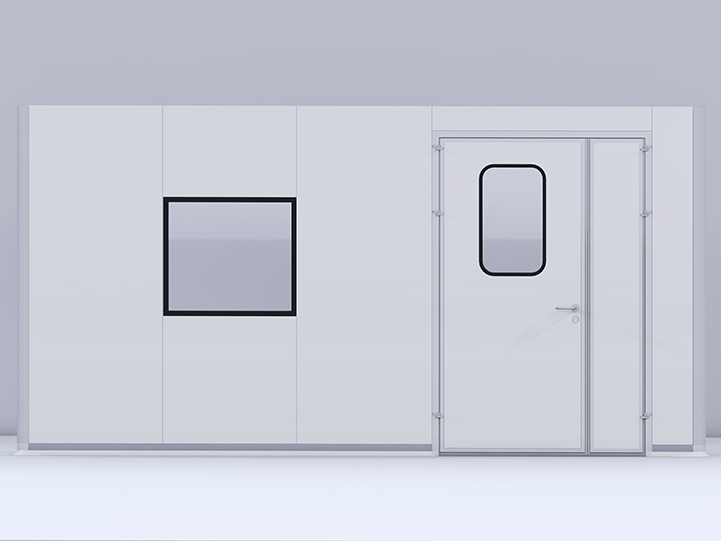
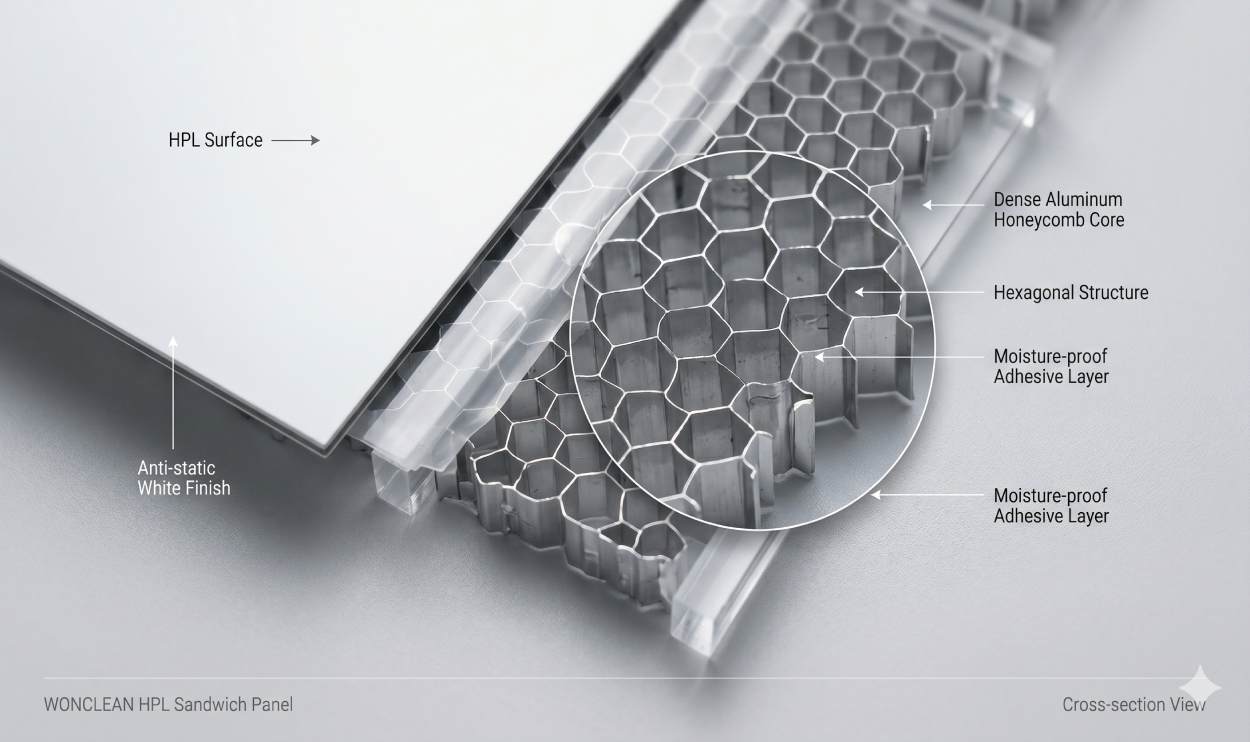
We provide full-range coverage of cleanroom solutions. our factory produces everything under one roof: from heavy-duty HPL sandwich panels and walkable ceiling grids to integrated LED lighting and specialized HVAC equipment. Whether it's a modular laboratory or a large-scale electronic cleanroom, we cover every component needed for a fully functional ISO-certified facility.
4. Which advanced technologies power our factory's lines?
Precision is the soul of our factory. We utilize 3D-BIM space technology to synchronize our manufacturing lines with your design requirements. Because we own the processes, we can guarantee that every modular component for pharmaceutical or semiconductor labs fits with sub-millimeter accuracy. Our strategic bases in China and Malaysia ensure global delivery within days.

5. What specialized industries do we serve directly?
With 20 years of data, our factory specializes in high-standard solutions for the Biopharmaceutical, Electronic Semiconductor, New Energy, and Cosmetics sectors. Our materials are specifically engineered to target ESD control, chemical resistance, and Class A1 fire safety, meeting the most rigorous 2026 GMP hygiene requirements.
6. How do we guarantee long-term after-sales excellence?
Being a source factory means we are here for the long haul. our factory service commitment includes a 2-year warranty on modular equipment and a 24-hour rapid response system. Because we are the manufacturer, spare parts and modification components are always in stock, protecting your investment and ensuring facility flexibility.
.jpg)
.jpg)



















































































 online service
online service

